





فوائد
► 100% (40℃) ڈیوٹی سائیکل؛
► کٹنگ کرنٹ مسلسل ایڈجسٹ ہوتا ہے، پتلی اور موٹی دونوں پلیٹوں کی ویلڈنگ کے لیے موزوں ہے۔
► ٹارچ کو جلنے سے بچانے کے لیے ہوا کے دباؤ یا ہائیڈرولک پریشر کی کمی ہونے پر یہ خود بخود کاٹنا بند کر دے گا۔
► آرک سنک سگنل اور آرک وولٹیج سگنل کنیکٹر موجود ہیں جو آٹو کٹنگ کے لیے آسان ہیں اور خاص طور پر عددی کنٹرول مشین اور روبوٹ کے ساتھ ملاپ کے لیے موزوں ہیں۔
► نوزل اور الیکٹروڈ کے نقصانات کو روکنے کے لیے کرنٹ کی اوپری ڈھلوان کو ایڈجسٹ کیا جا سکتا ہے۔
► آرک اسٹرائکنگ سگنل، آرک پریشر سگنل، ایئر سپلائی کنٹرول اور آرک پریشر آؤٹ پٹ فنکشن اسے خاص طور پر CNC اور روبوٹ کاٹنے کے لیے موزوں بناتا ہے۔
► دو مشینوں کا متوازی استعمال دستیاب ہے، اضافی موٹائی والے مواد کو اچھی طرح سے کاٹنے کے لیے آؤٹ پٹ کرنٹ کو دوگنا کریں۔
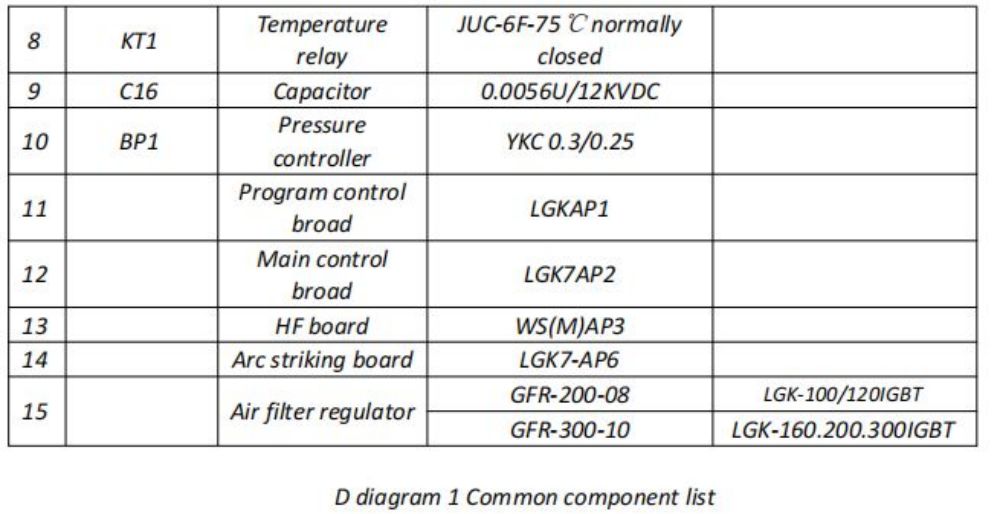
► مشین استعمال شدہ ترتیب، ڈیجیٹل ڈسپلے اسے مشین اور روبوٹ کے استعمال کے لیے خاص طور پر موزوں بناتا ہے۔
اہم پیرامیٹرز
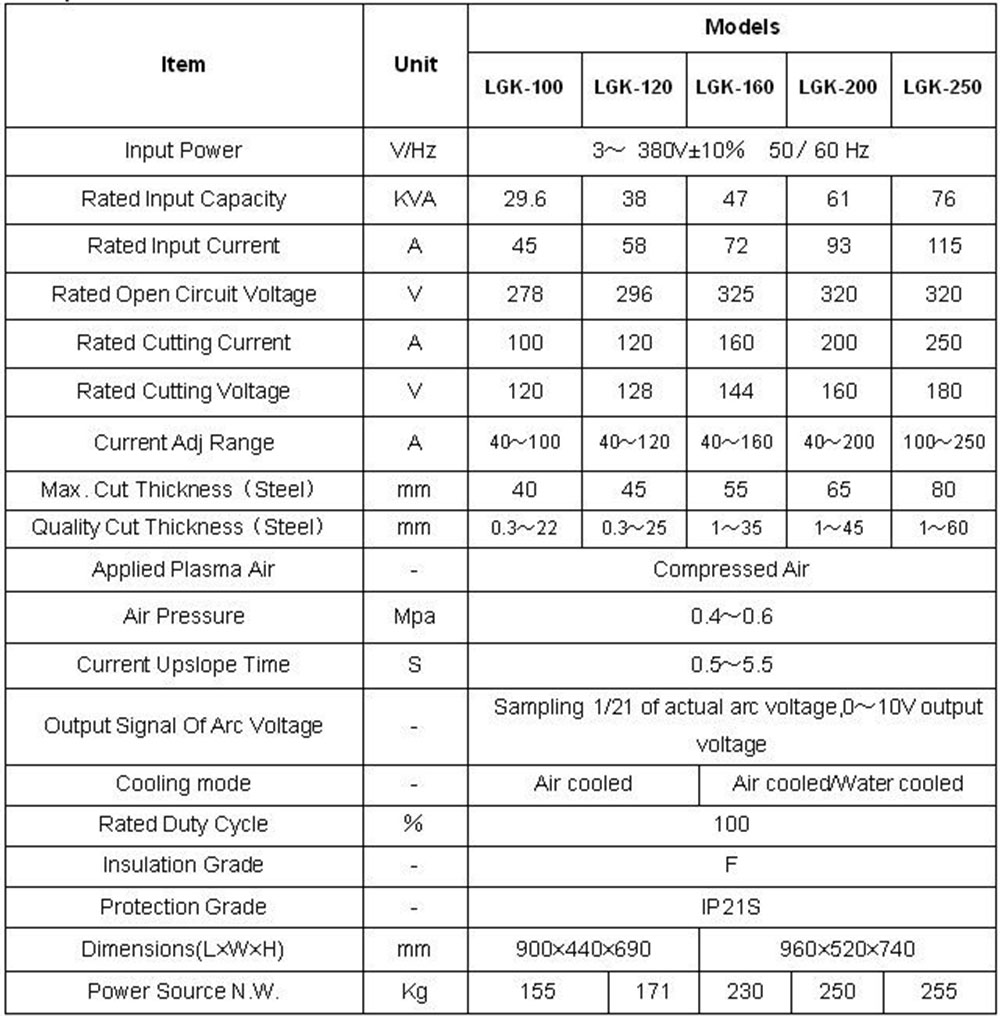
2. پلازما گیس کے حالات
کام کے دباؤ کی حد: 0.4MPa~0.6MPa
گیس سپلائی پائپ کمپریشن طاقت: ≥1MPa
گیس سپلائی پائپ اندرونی طول و عرض:≥Φ8
گیس کی فراہمی کا بہاؤ: ≥180L/منٹ
گیس سے پانی چھان کر کٹر میں ڈالیں۔
کام کے اصول
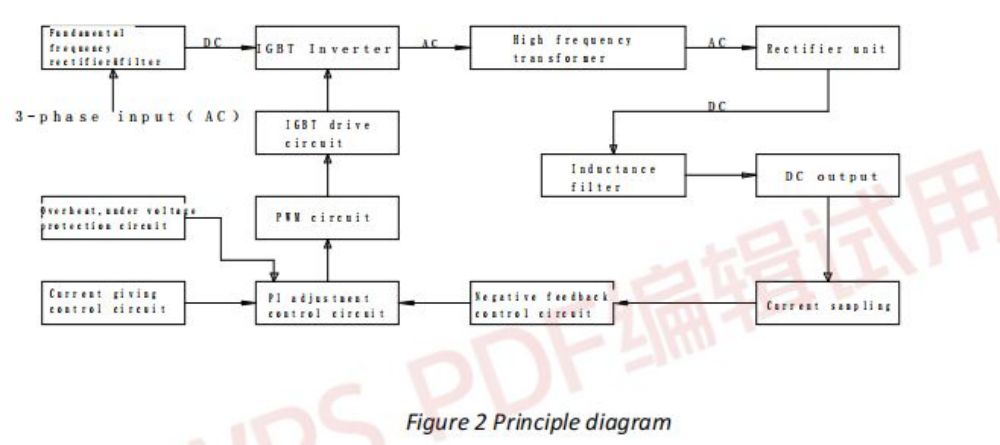
کاٹنے والی مشین کا کنٹرول سرکٹ اعلی درجے کے الیکٹرانک حصے IGBT کو مرکزی انورٹر سوئچ جزو کے طور پر اپناتا ہے۔تھری فیز AC پاور کو تھری فیز ریکٹیفائر کے ذریعے درست کرنے کے بعد 20KHz ہائی فریکوئنسی DC کرنٹ میں تبدیل کر دیا جاتا ہے۔پھر آئی جی بی ٹی انورٹر کے فنکشن کے تحت ڈی سی کرنٹ کو AC ہائی فریکوئنسی کرنٹ میں الٹا دیا جاتا ہے، جو ہائی فریکوئنسی ٹرانسفارمر میں وولٹیج میں کمی کا سامنا کرنے کے بعد ڈی سی کرنٹ میں الٹا جاتا ہے، تیز رفتار ریکوری ڈائیوڈ میں کرنٹ درست ہوتا ہے۔یہ ڈی سی کرنٹ ری ایکٹر کے ذریعے فلٹر کیا جاتا ہے، اور آؤٹ پٹ کٹنگ کرنٹ حاصل کیا جاتا ہے۔
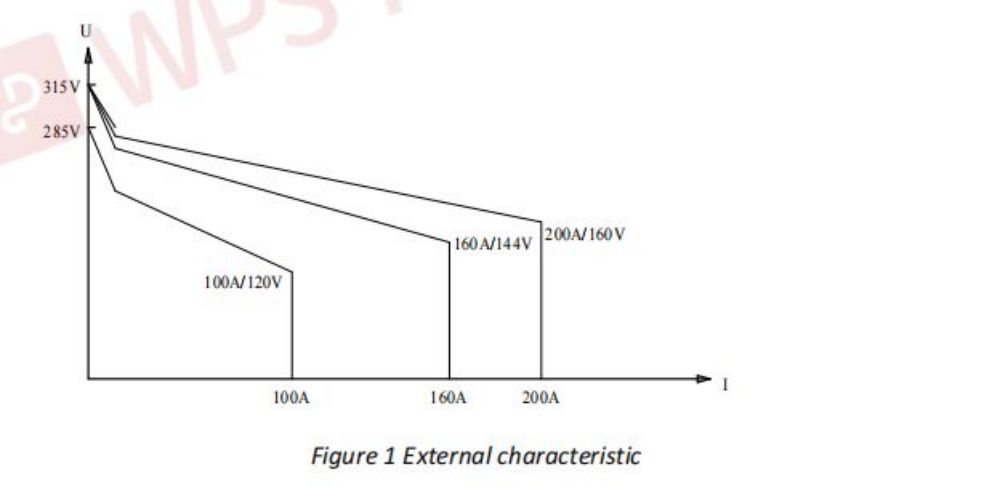
کنٹرول سرکٹ چلنے والی نبض کی چوڑائی کو کنٹرول کرکے آؤٹ پٹ کرنٹ کو کنٹرول کرسکتا ہے۔ریئل ٹائم کٹنگ کرنٹ، جو سیریز میں آؤٹ پٹ ٹرمینل سے منسلک کرنٹ سینسر کے ذریعے حاصل کیا جاتا ہے، منفی فیڈ بیک کنٹرول سگنل کے طور پر استعمال ہوتا ہے۔موجودہ ایڈجسٹنگ سگنل کے ساتھ موازنہ کرنے کے بعد، منفی کنٹرول سگنل PWM ایڈجسٹنگ انٹیگریٹڈ سرکٹ کو بھیجا جاتا ہے، پھر IGBT کو کنٹرول کرنے کے لیے ایک کنٹرول ڈرائیونگ پلس آؤٹ پٹ ہوتی ہے۔اس طرح ایک مستقل آؤٹ پٹ کرنٹ کو برقرار رکھا جا سکتا ہے، اور ایک تیز گرنے اور مستقل کرنٹ کی بیرونی خصوصیت حاصل کی جاتی ہے۔سٹرائیکنگ آرک ہائی فریکوئنسی سٹرائیکنگ ماڈل کو اپناتا ہے۔مین سرکٹ سے مراد اپینڈکس فگر 1 ہے، اور کنٹرول سرکٹ کا اصولی خاکہ شکل 2 کے طور پر دکھایا گیا ہے۔
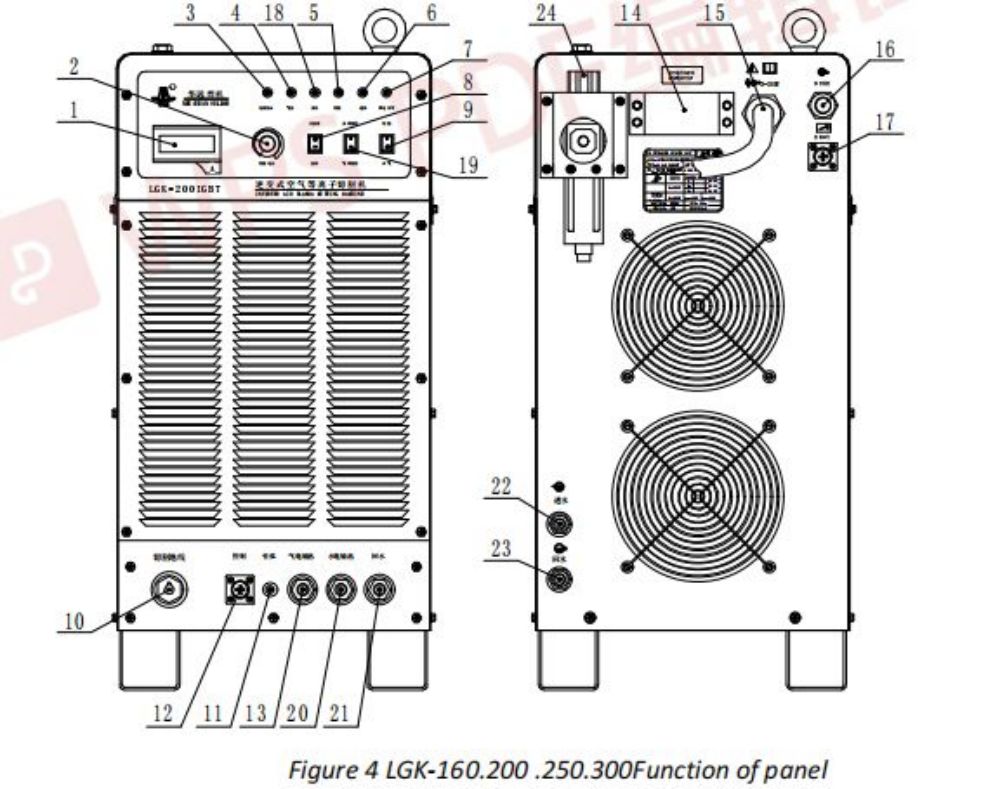
پینل اور اس کے افعال (LGK-100 دیکھیں شکل 3، LGK-160/200/250/300 دیکھیں شکل 4)
1۔ڈیجیٹل ایمیٹر: کاٹنے سے پہلے پری سیٹ کٹنگ کرنٹ دکھانا، کاٹتے وقت کٹنگ کرنٹ دکھانا
2. موجودہ ایڈجسٹنگ نوب کاٹنا: کٹنگ کرنٹ کو ایڈجسٹ کرنا
3. پاور انڈیکیٹر لیمپ: یہ بتاتا ہے کہ آیا کٹر متحرک ہے۔
4. ہوا کے دباؤ کے اشارے کا لیمپ: جب کمپریسڈ ہوا کا دباؤ 0.2Mpa سے زیادہ ہو تو یہ آن ہوتا ہے۔جب دباؤ 0.15Mpa سے کم ہو تو یہ بند ہے۔
5. کٹنگ اشارے لیمپ: جب چراغ آن کا مطلب ہے کہ کاٹنے والی مشین شروع ہو گئی ہے۔
6. اوورلوڈ انڈیکیٹر لیمپ: جب کٹر اوور لوڈ ہوتا ہے تو یہ آن ہوتا ہے (عام طور پر کولنگ پنکھے کے خراب ہونے پر یہ آن ہوتا ہے۔)
7. ان پٹ فالٹ انڈیکیٹر لیمپ: جب پاور سورس فیز چھوٹ جاتا ہے یا یہ 330VAC سے کم ہوتا ہے تو یہ آن ہوتا ہے۔
8۔گیس کنٹرول سلیکشن سوئچ: جب یہ ہوا چیک کرنے پر سوئچ کرتا ہے، تو گیس کا والو گیس کے بہاؤ کو جانچنے کے لیے کھلتا ہے۔جب یہ کٹنگ پر سوئچ کرتا ہے، تو گیس کا والو خود بخود کاٹنے کے دوران کھل جاتا ہے۔
9. ٹارچ آپریشن موڈ سلیکشن سوئچ: جب یہ 2-اسٹیپ آن ہوتا ہے، تو ٹارچ سوئچ کو کاٹنے کے عمل میں دبایا جانا چاہیے، اور سوئچ کو ڈھیلا کرنے کے بعد کٹنگ رک جاتی ہے۔جب یہ 4-اسٹیپ آن ہوتا ہے، تو ٹارچ سوئچ کو دبائیں اور اسے ڈھیلا کریں، کٹنگ کام کرنا شروع کر دیتی ہے، اور سوئچ کو دوبارہ دبانے کے بعد رک جاتی ہے۔
10. کٹنگ گراؤنڈ وائر آؤٹ لیٹ: کٹنگ گراؤنڈ وائر کو جوڑنے کے لیے
11. ٹارچ پائلٹ ٹرمینل: ٹارچ پائلٹ تار کو جوڑنے کے لیے۔
12. ٹارچ کنٹرول آؤٹ لیٹ: ٹارچ کنٹرول سگنل تار کو جوڑنے کے لیے۔
13. ایئر اینڈ پاور آؤٹ پٹ ٹرمینل: موجودہ آؤٹ پٹ ٹرمینل کمپریسڈ ایئر آؤٹ پٹ ٹرمینل بھی ہے۔جب واٹر کولڈ ٹارچ کا استعمال کیا جاتا ہے تو یہ گیس پائپ کنیکٹر ہے جو واٹر کولڈ ٹارچ کو جوڑتا ہے، اور جب ایئر کولڈ ٹارچ استعمال کی جاتی ہے تو یہ ٹارچ گیس کولڈ کیبل کو جوڑنے کے لیے کنیکٹر ہے۔
14. آرک وولٹیج آؤٹ پٹ کے لیے اسپیئر وائر ہول: مشین ختم ہونے پر آرک وولٹیج آؤٹ پٹ وائر منسلک نہیں ہوتا ہے۔اگر ضرورت ہو تو، براہ کرم کٹر ٹاپ کور کو کھولیں، اور پرنٹ شدہ بورڈ LGK7-AP5 پر وائر ٹرمینل کو جوڑنے کے لیے دو کور تار کا استعمال کریں، جس میں دو قسم کے آؤٹ پٹ سگنل ہوتے ہیں، ایک 1:1 آؤٹ پٹ اور دوسرا 1۔ :20 آؤٹ پٹ، براہ کرم Figure 3 LGK-100 پینل کا فنکشن ضروریات کے مطابق تار کو جوڑیں، اور منفی اور مثبت الیکٹروڈ پر توجہ دیں۔
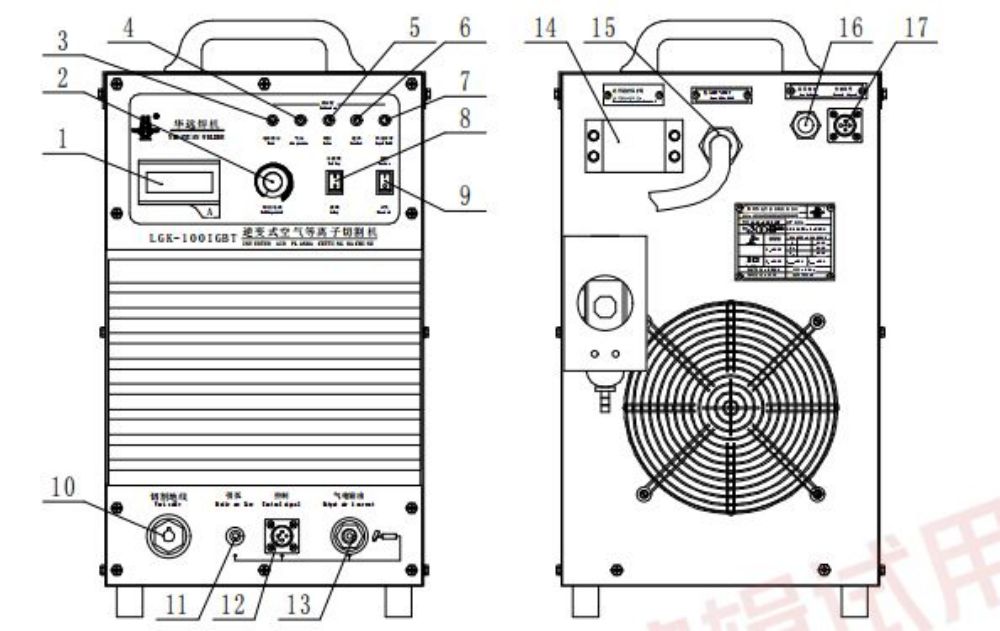
15. کنٹرول سگنل کنیکٹر: خود کار طریقے سے کاٹنے کے سامان کو کنٹرول کرنے کے لئے
16. پاور سورس سوئچ: کٹر کی 3 فیز پاور سپلائی کے آن/آف کو کنٹرول کریں
17. ایئر پریشر ریگولیشن فلٹر: کمپریسڈ ہوا کے کام کے دباؤ کو ایڈجسٹ کرنے اور ہوا سے پانی کو فلٹر کرنے کے لیے
18. ہائیڈرولک پریشر کی نشاندہی کرنے والا لیمپ: کولنگ واٹر سپلائی کو جوڑیں، جب پانی کا کرنٹ 0.45L/منٹ سے بڑا ہو تو لیمپ آن ہوگا۔
19. گیس کولڈ ٹارچ/واٹر کولڈ ٹارچ سلیکشن سوئچ: گیس کولڈ ٹارچ صرف اس وقت استعمال ہوتی ہے جب یہ گیس کولنگ پر سوئچ کرتی ہے، اور واٹر کولڈ ٹارچ کو منتخب کردہ واٹر کولنگ موڈ کے تحت استعمال کیا جاتا ہے۔
20. واٹر/پاور آؤٹ پٹ ٹرمینل: کٹنگ کرنٹ آؤٹ پٹ ٹرمینل بھی واٹر آؤٹ پٹ ٹرمینل ہے، یہ واٹر کولنگ کیبل کو جوڑنے کے لیے استعمال کیا جاتا ہے۔
21. ٹارچ کا بیک واٹر ٹرمینل: اسے پانی کے ری سائیکل پائپ کو جوڑنے کے لیے استعمال کیا جاتا ہے۔
22. بیک واٹر ٹرمینل: یہ پانی کے ٹینک کے ری سائیکل پائپ کو جوڑنے کے لیے استعمال کیا جاتا ہے۔
23. واٹر ان پٹ ٹرمینل: یہ واٹر ٹینک آؤٹ پٹ پائپ کو جوڑنے کے لیے استعمال کیا جاتا ہے۔

